Lack of human movement on the potline floor as PTM conducts its daily routine
In the early 2000's, when Qatalum was still in its planning stage, equipment specified to operate the smelter would be cutting edge and capable of operating with minimal human contact. That vision has stood the test of time as Qatalum's investment in such advanced machinery is contributing to create one of the most advanced and efficient aluminium smelters in the world.
Of particular note are the Pot Tending Machines (PTM's) that operate within the 2 pot-lines at Qatalum in which liquid aluminium is produced. Their purpose is to take care of the critical anode changing process for all the 704 pots in an efficient and relentless manner. That accounts for 12 cranes operating in shifts for 24 hours.
Historically, the genesis of the PTM was initiated as part of a feasibility study conducted within Hydro, one of Qatalum's owners, to increase overall potline efficiency and therefore requiring a fully automated PTM solution. Called Su4, the project began on the 16 August, 2000.
The design basis for the Su4 project was based upon meeting several ambitious operational criteria. Several of the requirements were never before automated, such as anode changing; setting anodes according to their burn off method, without manual help, using laser guided alignment and finally vacuuming and cleaning the deck plate, added after successfully manipulating the side covers from the crane without support from floor operator.
A requirement tender with the new specifications was distributed to potential crane suppliers and NKM Noell submitted an offer that was accepted.
Early variants of the Su4 crane were delivered first to the Årdal smelter and then further modified variants were supplied to Sunndal, one of Hydro's five smelters in Norway. Both variants underwent testing and modifications during the testing and operational periods.
By the time Qatalum was to receive the cranes, collaboration between NKM Noell and Hydro contained lessons learned and improvements made during stages of the Su4 project timeline. Several tangible improvements included improved visibility from the crane cabin, a cover handler arm for lifting, off and on, the side covers and later the brush and vacuum solution for the deck plate minimising residual dust from the entire anode changing procedure.
PTM cover handler preparing to remove a cover of a pot using the cover handler arm
The final cover handler and brush solution that was delivered to Qatalum was tested over a long period on one PTM at Sunndal. It was later dismantled, modified for Qatalum in the workshop at NKM Noell in France and delivered to Qatalum as PTM7 and is identical to the other 13 PTM's operating at Qatalum today.
During the start-up of Qatalum, several challenges were experienced by the PTM team. For example, instrumentation malfunctioned due to high temperatures and therefore further modifications needed to be done on site. NKM Noell in their redesign moved and mounted cooling systems for the instrumentation control cabinets.
Further challenges lay within crane maintenance. Hans Petter Lange, Reduction Manager laid down the gauntlet to the maintenance team when joining in 2012. He let them know that the cranes were the most technically advanced cranes working under the most challenging conditions, therefore all elements of the PTM's functionality needed to be inspected, modified where required and systematically maintained in order to achieve optimal operational excellence. The challenge was met head on and today the cranes set an industry wide benchmark in efficiency despite operating conditions over 50 degrees centigrade.
For the two pot-lines, there are a total of 48 dedicated PTM operators distributed in 8 shift teams of 6 elements each, who conduct their work in a climate controlled cabin of the PTM.

View from inside the PTM as operator uses a dedicated arm to break the crust
The PTM's are tasked with changing 900 anodes per day. The list of automated tasks performed by the cranes involves the removal and fixing of anodes at their correct laser measured position; the bath grab carries out cavity cleaning; cover handlers remove and fix cover hoods; the crust breaker breaks the cryolite crust that forms over the molten bath; the deck plate brush carries out deck plate cleaning; and the bath pipe does the covering of anodes with anode cover material (ACM).

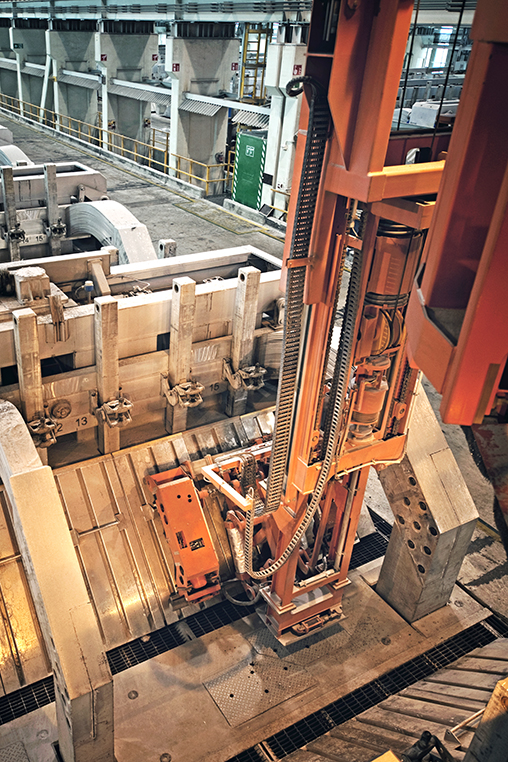
PTM about to place a new anode into the pot
A PTM can also be used by remote control in order to reallocate its position in the potroom and also to troubleshoot from the floor for safety reasons and to access the cockpit through a man lift.

Operator with remote unit for PTM and lift for cockpit ingress and exit
Today, established as the most efficient method to tend aluminium pots, the PTM's role at Qatalum contribute to several real world safety, efficiency and cost advantages. Firstly there is the minimisation of human intervention on the potroom floor. Unlike other contemporary smelters, Qatalum, does without floor operators as there is automated pot side hood handling by the PTM cover handler device preceded by deck plate cleaning. This prevents unnecessary human traffic on the floor amongst several large potroom vehicles and exposure to potential atmospheric emissions within hot prevailing conditions.
Hans Petter Lange is satisfied that the overall PTM activity contributes to a safer and manning efficient anode changing routine with minimal human interaction.
The maintenance team, have over the last 3 years developed, using the Qatalum Production System, a more effective methodology for planned off line maintenance, increasing uptime of each PTM to over 95% and reducing planned maintenance costs. Between 2012 and today, Qatalum's business cash cost has reduced from number 12 to become the 4th most efficient smelter globally.